





氩气回收系统

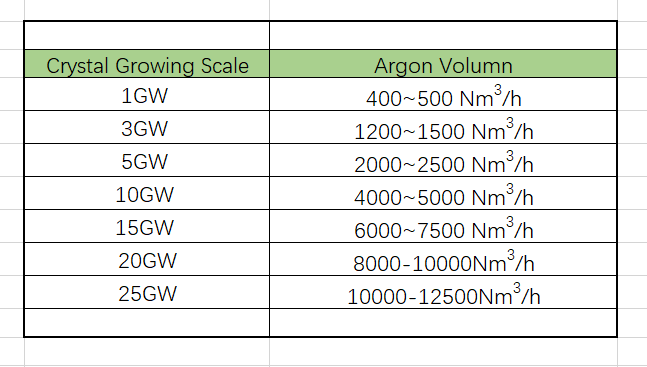
1.氩气回收系统(ARS)专注于氩气分离回收领域,涵盖光伏晶体生长、钢铁冶金及半导体、新能源行业等行业,目前已应用于多个行业30个项目,氩气处理能力1300Nm起3/小时至12000Nm3/H。
2、排出的氩气经除尘、压缩、脱碳、脱氧处理,再经深冷精馏得到高纯氩气。在保证产品纯度的同时,氩气提取率超过95%。一座 10GW 的晶体生长工厂每天使用约 250 吨氩气 (TPD)。85%以上可以回收利用。每年可节省约2.5亿元
1、氩气回收系统(ARS)由我公司自主研发,并根据多年的市场实践进行优化。
2、提取率高,节省成本:氩气回收系统(ARS)可以从废氩气中回收95%的纯氩气。回收氩气的成本是外购氩气成本的十分之一。
3、可选配自动变负荷MPC控制技术:该技术可根据不同要求改变工况,并配合其他控制系统调节生产负荷。通过该技术,可以消除人工调载误差,降低停机风险,大幅降低能耗,实现生产效益最大化。

首先,我公司成立已经7年了,不乏经验丰富、懂气体分离纯化技术的专业人员或技术骨干。这样的技术团队已经完成了30多个氩气回收项目,从最初的80%回收率到现在的95%以上,这是技术进步的结果,所以这个团队实现氩气回收的技术实力是毋庸置疑的。客户项目目标。
其次,氩气回收系统包括深冷精馏,精馏的深冷分离意味着比物理吸附分离可以获得更多的副产品,为客户提供高质量的氧气和氮气产品,提高经济效益。
三是我公司自主研发的一体化自动变负荷MPC(模型预测控制)技术也与国际知名空分企业接轨,大大降低了停产风险,保证了氩气回收系统的长期运行最高产量下。
最后,我公司集研发、生产、技术服务于一体,节省了大量的时间,对项目的完成进度大有裨益。我公司具有良好的合同和服务精神,保证了产品长期的售后有效性、优惠可靠的备件、负责高效的技术服务、人员培训。


























